Gaine thermorétractable de contrôle des contraintes

Application
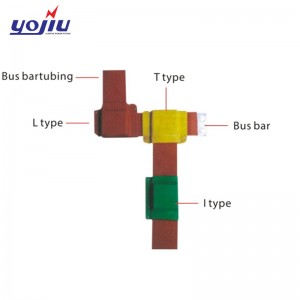
1. Utilisé pour la terminaison moyenne tension et le joint droit jusqu'à 36 kV
2. Disperser efficacement le stress électrique, contrôler la décharge partielle
Fonctionnalité
1.Anti-suivi
2. Propriétés électriques et mécaniques supérieures
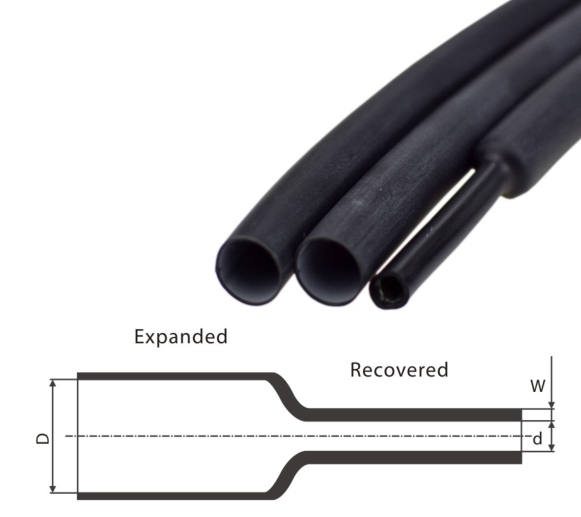
3. Rapport de retrait 3:1
La production de gaines thermorétractables doit d'abord sélectionner le mélange maître approprié, puis sélectionner les matériaux auxiliaires pour produire des
Le boîtier du boîtier thermique.
1. Le processus de production de tubes thermorétractables consiste tout d'abord à produire un mélange maître de sangsue en polyène : combinant divers matériaux de base en sangsue en polyène avec divers matériaux auxiliaires fonctionnels.
Les matériaux sont pesés selon le rapport de formule puis mélangés : les matériaux mélangés sont placés dans une extrudeuse à double vis et granulés pour produire un mélange maître fonctionnel de sangsue de polyène.
2. Processus de moulage du produit : selon la forme du produit, deux méthodes d'extrusion monovis et de moulage par injection peuvent être utilisées.
Pour la transformation et la production :
1. Type d'extrusion à vis unique : principalement utilisé pour le moulage par extrusion de tuyaux de dissipateur thermique, tels que les tubes thermorétractables à simple paroi, les tubes thermorétractables à double paroi avec de la colle et d'épaisseur moyenne.
Les tuyaux de dissipateur thermique muraux, les tuyaux de dissipateur thermique de jeu de barres haute pression, les tuyaux thermorétractables à haute température et d'autres produits sont tous traités et formés par extrusion à vis unique.
La ligne de production de tubes thermorétractables doit disposer des équipements suivants : extrudeuse (formation de tubes dissipateurs de chaleur), moule de production, réservoir d'eau de refroidissement, dispositif de tension et
Périphérique disque, etc.
2. Moulage par injection : principalement utilisé pour la production de pièces thermorétractables de forme spéciale, telles que des capuchons de dissipateur thermique, des jupes de parapluie thermorétractables, des doigtiers thermorétractables et d'autres produits.
Ils utilisent tous le moulage par injection et les équipements de production doivent comprendre des machines de moulage par injection et des moules à injection.
3. La prochaine étape importante est la réticulation par rayonnement.Les produits formés par extrusion ou moulage par injection sont encore des structures moléculaires linéaires.
Structure, le produit n'a pas encore la « fonction mémoire » et les performances de résistance à la température, de résistance au vieillissement et de résistance à l'usure ne suffisent pas.
Changer la structure moléculaire du produit.La méthode que nous utilisons habituellement est la modification de la réticulation par rayonnement : réticulation par rayonnement d'accélérateur d'électrons, rayonnement de source de cobalt
Réticulation, réticulation chimique au peroxyde, à ce moment la molécule passe d'une structure moléculaire linéaire à une structure en réseau.Les produits extrudés passent
Après réticulation, il a un « effet mémoire », qui améliore considérablement la résistance à la température, les propriétés mécaniques et chimiques du tube thermorétractable.Le tableau spécifique
Maintenant, le tube du dissipateur thermique est passé de l'état de tolérance à l'incompatibilité, à la résistance au vieillissement, à l'abrasion et à la corrosion chimique.
4. Moulage par expansion : Le produit modifié par réticulation par rayonnement a déjà un « effet mémoire de forme » et il a une haute
Performance sans fusion sous température.Après chauffage à haute température, soufflage sous vide et refroidissement, il devient le tube thermorétractable fini, puis selon le tube
La situation réelle de l'emballage et de la fermeture du produit fini peut également être découpée et imprimée selon les besoins du client.Un emballage normal neutre est également disponible.
Performance
| Test | Méthode d'essai | Exigence |
| Température de fonctionnement | UL224 | -50 à +125 ℃ |
| Résistance à la traction | ASTM D2671 | ≥14 MPa |
| Allongement à la rupture | ASTM D2671 | >400% |
| Allongement à la rupture après vieillissement thermique | ASTM D 2671 158 ℃/168 heures | ≥300% |
| Retrait longitudinal | UL224 | 0 ± 5 % |
| Tarif mur partiel | ASTM D2671 | <30% |
| Ignifuge | VW-1 | Passer |
| Résistivité volumique | CEI 93 | >1014Ω.m |
| Stabilité du cuivre | UL224 | Passer |
| Taper
| Plage de diamètre d'application (mm) | Développé (mm) | Récupéré (mm) | |
| J(min) | d(maximum) | W(min) | ||
| YRSG10-26/10 | 12-18 | 26 | 10 | 1,5 |
| YRSG10-34/14 | 14-21 | 34 | 14 | 1,5 |
| YRSG10-38/18 | 17-27 | 38 | 18 | 1,5 |
| YRSG10-50/20 | 23-39 | 50 | 20 | 1.8 |
| YRSG35-50/20 | 23-39 | 50 | 20 | 2 |
| YRSG35-65/25 | 28-46 | 65 | 25 | 2 |
| YRSG35-70/30 | 33-53 | 70 | 30 | 2 |
 Q : POUVEZ-VOUS NOUS AIDER À IMPROTER ET EXPORTER ?
Q : POUVEZ-VOUS NOUS AIDER À IMPROTER ET EXPORTER ?
A:Nous aurons une équipe professionnelle pour vous servir.
Q : QUELS SONT LES CERTIFICATS AVEZ-VOUS ?
A:Nous avons des certificats ISO,CE, BV,SGS.
Q : QUELLE EST VOTRE PÉRIODE DE GARANTIE ?
A:1 an en général.
Q : POUVEZ-VOUS FAIRE UN SERVICE OEM ?
A:Oui nous pouvons.
Q : QUEL EST LE DÉLAI ?
A:Nos modèles standards sont en stock, quant aux grosses commandes, cela prend environ 15 jours.
Q : POUVEZ-VOUS FOURNIR DES ÉCHANTILLONS GRATUITS ?
A:Oui, veuillez nous contacter pour connaître la politique d'échantillonnage.